










1、滾塑工藝使用粉狀或液態(tài)原料,而不是塑料工業(yè)中常用的粒狀原料;
2、原料在模具中成形的過程中,只受重力影響,而不需額外施加外力,所以生產(chǎn)出的產(chǎn)品理論上是沒有內(nèi)應(yīng)力的,因此更適合長(zhǎng)期使用;
3、滾塑模具受力相對(duì)較小,如此一來,對(duì)模具材質(zhì)的要求會(huì)比較低;
4、模具可以由兩塊或者更多塊組成,而且形狀和尺寸沒有任何的限制;
5、產(chǎn)品的壁厚一般比較均勻,而且可以生產(chǎn)壁厚很厚的產(chǎn)品。具體到聚乙烯,壁厚范圍最低0.5mm,最高75mm,常用范圍1.5-25mm;
6、加工過程中,模具會(huì)沿垂直的兩個(gè)軸向不停的旋轉(zhuǎn)。(所以才叫滾塑的嘛!)
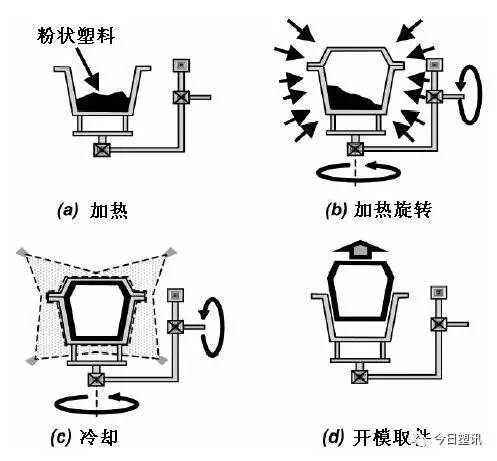
滾塑工藝
2
滾塑工藝優(yōu)點(diǎn)
1、模具成本低廉,開發(fā)時(shí)間短;
2、對(duì)于由多個(gè)部件組成的系統(tǒng)來說,利用滾塑工藝可以減少時(shí)間和工序;
3、滾塑工藝不受尺寸的限制;
4、可以適用于中空的敞口或閉口型產(chǎn)品;
5、可以生產(chǎn)多層制品(同種或不同種材料)
6、可以容易的生產(chǎn)附帶花紋等裝飾的產(chǎn)品;
7、可以簡(jiǎn)單的設(shè)置內(nèi)嵌部件;
8、制成品沒有焊縫等應(yīng)力集中區(qū)域;
9、生產(chǎn)中不會(huì)產(chǎn)生邊角料,沒有浪費(fèi);
10、可以輕松控制產(chǎn)品的均勻壁厚和預(yù)期重量;
11、產(chǎn)品沒有內(nèi)應(yīng)力,因而更加耐久。

3
滾塑工藝缺點(diǎn)
1、加工周期比較長(zhǎng)(一般要半小時(shí)以上);
2、可選擇的原料種類有限;
3、原料需要特殊的工藝和添加劑,并需要磨成粉后才能加工,成本較高;
4、有些形狀很難加工。
下面我們簡(jiǎn)單對(duì)比一下滾塑和中空吹塑工藝:

滾塑使用的原料中,聚乙烯占90%以上,線性低密度聚乙烯占到80%以上。


